Frage/Problemstellung # 1:
Ich starte ein G-Code Programm in Mach3 und unterbreche den Programmlauf mit STOP. Wenn ich jetzt auf die Schaltfläche Goto Zs klicke, fahren die Achsen X
und Y direkt zum Werkstück Nullpunkt, ohne daß die Z-Achse vorher in die Position Sicheres Z (safe Z) hochgefahren wird, obwohl ich in dem Menü SETTINGS einen entsprechenden Wert für Save Z eingestellt habe.
Unangenehme Folge - mein Werkstück ist ruiniert, weil der Fräser beim Zurückfahren auf den Nullpunkt am Werkstück abbrach und dieses dabei beschädigte. Bei Mach2 hat das problemlos funktioniert und die Z-Achse wurde
immer vorher korrekt in die Position sicheres Z hochgefahren, bevor sich die anderen Achsen bewegten.
Antwort:
Im Gegensatz zu Mach2 muß in Mach3 die Verwendung der Option Sicheres Z (Safe Z) im Menü CONFIG>LOGIC durch Markierung des entsprechenden Kästchens Use Safe_Z in der untersten Zeile der Dialogbox aktiviert werden. Das Menü ist in der folgenden Abb.1 durch den Screenshot wiedergegeben
Abb. 1: Menü CONFIG>LOGIC mit der Einstellung Use safe_Z
Im Gegensatz zu Mach2 bezieht sich die Option Safe Z bei Mach3 auf die Maschinenkoordinaten und nicht mehr auf die Koordinaten des Werkstücks.
Frage/Problemstellung # 2:
Wie kann ich das Fenster mit den Optionen für den Jog-Modus aus Abb. 1: in Mach3 öffnen
.Abb. 1: Fenster mit den Einstellungen für den Jog-Modus in Mach3
Antwort:
Ganz einfach: durch drücken der Tab-Taste auf der Tastatur
Frage/Problemstellung # 3:
Wie kann ich in Mach3 die Stellen der Anzeigen in den DROs von 4 auf 3 oder 2 verkürzen ?
Antwort:
Man kann diese Einstellungen sowohl in Mach2 wie auch in Mach3 verändern. Dazu benötigt man ein weiteres
Programm, welches zum Lieferumfang von Mach3 gehört und nach der Installation von Mach3 in dem Mach3-Verzeichnis zu finden ist. Es handelt sich um die ausführbare Befehlsdatei Mach3screen.exe. Man kann
sich diese Datei auf sein Desktop ziehen und dann von dort aus durch Doppelklick auf das entsprechende Icon
aufrufen. Nach dem Aufruf erscheint ein leerer Bildschirm. Man muß jetzt aus dem Menü FILE die Datei für die
Bildschirmoberfläche 1024.set aufrufen, die sich in dem Verzeichnis befindet, in welches Mach3 installiert wurde. Nach diesem Aufruf erscheint das Bildschirm Menü des Program Run Bildschirms (die einzelnen Bildschirm
Menüs lasssich über Mausklick auf die Nummern in der oberen Statuszeile aufrufen).
Wir wollen die Änderung von 4 Nachkommastellen auf 3 Nachkommastellen in der Anzeige für die X-Achse
durchführen. Diese Vorgehensweise gilt analog für alle anderen DROs:
Die Abb. 1 zeigt das Fenster mit dem DRO für die X-Achse vor der Änderung:
Abb. 1: DRO für die X-Achse vor der Änderung auf 3 Nachkommastellen
wir öffnen eine Dialogbox durch Mausklick auf das DRO für die X-Ach (siehe Abb. 2).
Abb. 2: Dialogbox für die Einstellungen des DROs für die X-Achse
In dieser Dialogbox sehen wir, daß links oben das runde Feld für die X-Axhse durch einen Punkt markiert ist, so
daß wir wissen, daß sich alle Änderungen, welche wir hier vornehmen, auf das DRO der X-Achse beziehen.
Uns interessiert jetzt das Feld Format String. In diesem Feld steht der Ausdruck :
%+.4f
dabei bedeutet diese Schreibweise, daß es sich um eine Dezimalzahl handelt (das f steht für floating point) mit 4
Stellen nach dem Dezimalpunkt (bitte diesen Punkt nicht vergessen !).
Wir wollen statt 4 Nachkommastellen zukünftig in diesem DRO nur 3 verwenden und ändern daher diesen Wert auf:
%+.3f
was wir in der Abb. 3 dargestellt haben
Abb. 3: Dialogbox nach der Änderung im Fenster Format String
Wir verlassen diese Dialogbox durch Mausklick auf OK und beenden das Programm Mach3screen durch Mausklick auf EXIT im Menü File. Die Sicherung der geänderten Werte erfolgt dabei nach bestätigter Abfrage für die Änderung.
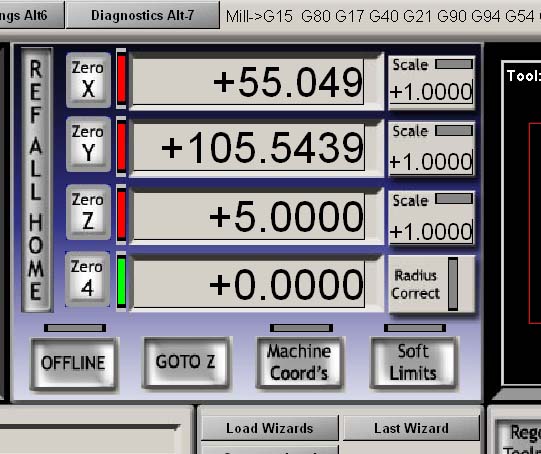
Zur Kontrolle rufen wir jetzt das Programm Mach3Mill auf und erhalten den Bildschirm aus der Abb. 4. wir sehen,
daß das DRO für die X-Achse nunmehr nur noch 3 Nachkommastellen anzeigt. Analog kann man für alle anderen DROs verfahren
Abb. 4: Anzeige mir dem auf 3 Nachkommastellen geänderten DRO
Frage/Problemstellung # 4
Wie muß ich ein MPG-Handrad in Mach3 anschließen ?
Antwort:
Die Vorgehensweise ist ähnlich wie bei der bereits für Mach2 beschriebenen Antwort (Problemstellung #2).
Wir benutzen wieder das selbe Handrad mit den Anschlüssen 0V; 5V; Kanal A und Kanal B.
Als erstes gehen wir in das Menü Konfiguration>Ports und Pins und wählen den Reiter Encoder/MPGs. In
diesem Menü aktivieren wir MPG #1 und weisen den Kanälen A und B des Handrades die gewünschte Port -. und Pin Nr. zu (Abb. 5)
Abb. 5: Konfigurationsmenü Ports und Pins>Encoder/MPGs
In unserem Fall sind das die Pins 12 und 13 für die Kanäle A und B. Da ich standardmäßig Mach3 über den LPT2
einer PCI-Schnittstellenkarte fahre, habe ich die Eingänge des Handrades auf den LPT1 gelegt.
Wir könnten jetzt noch in den Spalten Counts/Unit (Zähler pro Einheit) und Velocity (Geschwindigkeit) die
passenden Werte für unser Handrad eintragen, ist aber an dieser Stelle noch nicht notwendig, da wir das später viel leichter von Mach3 selber erledigen lassen können.
Natürlich müssen wir jetzt das Handrad noch an unseren LPT1 über ein passendes Kabel anschließen und
zusätzlich noch mit einer geeigneten Spannungsquelle verbinden, denn wir benötigen ja die 5V für den Betrieb. Wir können uns diese Spannung aus dem Computer-Netzteil selber holen oder benutzen einfach ein kleines
separates Steckernetzteil.
Damit ist die Installation schon beendet.
Um das Handrad zu benutzen starten wir Mach3 und drücken die TAB-Taste. es wird das Menü für das Handrad
seitlich eingeblendet. In diesem Menü klicken wir mit der Maus auf die Schaltfläche CAL. Es öffnet sich eine
Dialogbox, in welcher wir auf die jeweiligen Schaltflächen Rastgröße, Max. Geschw. sowie Step/Vel Trans.
klicken, um danach die Anweisungen zu befolgen, welche in er oberen Textzeile angezeigt werden. In der Abb. 6 ist
Abb. 6: Menü zum Einstellen der Parameter für das Handrad
die Anweisung abgebildet, welche nach Mausklick auf die Schaltfläche Rastgröße erscheint:
Turn MPG one dentent and press Calculate (Drehen Sie das Handrad um eine Rastung und klicken Sie auf
Berechne). Mach3 Übernimmt jetzt die korrrekte Berechnung für die Auflösung Ihres Handrades. Analog verfahren Sie mit den anderen Schaltflächen.
Über die Schaltfläche Mode können Sie alle Betriebsarten hintereinander anwählen. Bitte beachten Sie, daß
zum Betrieb des Handrades über die Taste Jog Modus der Betriebszustand MPG angewählt sein muß (wird durch eine gelbe LED gekennzeichnet. Über die Schaltfläche Alt A können die einzelnen Achsen angewählt
werden, welche mit dem Handrad verfahren werden sollen. Über erneutes Drücken der TAB-Taste kann das seitliche Menü für die Einstellungen des Handrades wieder ausgeblendet werden.
Frage/Problemstellung # 5
Wie kann ich die Funktion der Schaltfläche PRG Start über einen externen Druckschalter realisieren ?
Antwort:
Für diese Funktion benötige ich einen Drucktaster, den ich wie folgt konfiguriere: Ich öffne das Menü
Konfiguration>Ports und Pins und wähle den Reiter Eingangssignale. Für meinen Taster wähle ich den LPT1
(aus den schon vorher genannten Gründen) und aktiviere die Funktion OEM Trig #1 in der ersten Spalte, so daß dort ein grünes Häkchen erscheint Abb. 7
Abb. 7: Menü zum Einstellen der Parameter für einen externen Taster über den OEM Trig #1
Ich weise meinem Taster wie bereits erwähnt den Port 1 zu und wähle als Eingangspin Nr. 11. Selbstverständlich
bleibt es Ihnen überlassen, welchen Pin sie dazu benutzen. Es muß nur einer sein, der auf Ihrem Port für ein Eingangssignnal zur Verfügung steht.
Wir verlassen das Menü durch Mausklick auf Übernehmen, um die Einstellungen zu speichern und begeben uns
in das Menü Konfiguration>System Hotkeys (Abb. 8)
Abb. 8: Menü System Hotkeys zum Eintragen der OEM-Codes für die Externen Schalterfunktionen
In diesem Menü tragen wir unter der Rubrik Externe Buttons - OEM-Codes in das Feld für Trigger 1 den Wert
1000 ein und bestätigen mit o.k. Jetzt müssen wir nur noch unseren Taster mit einer Leitung an die Masse unseres LPT1 anschließen. In der Regel kann man dafür Pin Nr. 25 benutzen, während die andere Leitung
unseres Tasters mit Pin 11 verbunden wird. Jetzt kann über Drücken auf unseren Taster ein geladenes G-Code
Programm gestartet werden. Möchte man über einen weiteren externen Taster die Funktion Stop realisieren, so benötigt man wiederum einen freien Eingangspin auf dem LPT1 (oder LPT2 - je nach dem). Die Vorgehensweise
gleicht der zuvor beschriebenen. Zweckmäßigerweise wählt man jetzt als Eingang den OEM Trig. #2 aus und weist ihm die entsprechenden Einstellungen für Port und Pin Nr. zu. Im Menü Systems Hotkeys wählt man jetzt für
die Funktion Stop als OEM-Code die Zahl 1003 aus, welche man in das Feld Trigger #2 einträgt.
Frage/Problemstellung # 6
Wie kann ich nach einem Werkzeugwechsel die neue Werkzeuglänge automatisch vermessen und den Wert in die Werkzeugtabelle übernehmen ?
Antwort:
Um diese Funktion zu ermöglichen, benötige ich zunächst einen Tastschalter, welcher auf Druck einen Kontakt
schließt. Entweder ich baue mir den selber, lasse ihn mir schenken oder hole mir einen Tastschalter aus dem Baumarkt ! Ein solches Exemplar sehen Sie nachfolgend:
Abb. 9: Tastschalter aus dem Baumarkt
Der Vorteil bei dieser Wahl (bitte nicht unterschätzen !!) ist, daß im Falle des Versagens dieses Schalters oder was auch immer für das Versagen der Auslösung des Schaltkontaktes verantwortlich ist, das Werkzeug zwar in
den Schalter hineinfährt und diesen dann zerstört (es bleibt aber immer noch genügend Zeit für den NOT AUS), aber das teure Werkzeug und erst Recht der Tisch bleiben bei diesem Dilamma unversehrt. Und 6,50 EUR für
den Schalter kann man ja noch verschmerzen, ohne daß da gleich die Welt untergeht.
Die etwas komfortablere aber auch gefährlichere Lösung finden Sie in den nachfolgenden Abbildungen:
Abb. 10: Tastschalter aus Alu Klotz mit Vandalismusschalter (für Türklingeln)
Dieser Schalter ist aus einem Aluminium Klotz gefräst (war ein Weihnachtsgeschenk von dem lieben
Forumsmitglied compoundhase aus Peters CNC-Ecke). Ich habe ihn nur noch etwas modifiziert durch die Klappe , ebenfalls aus Aluminium, so daß ich eine breite Tastfläche habe und damit etwas unabhängiger von der
festgelegten Tastposition bin. Dieser Schalter ist natürlich kritischer bei Versagen. Das Werkzeug wird sich hier
schon eher die Zähne ausbrechen. Vermutlich wird dabei dann sowohl der Schalter, wie auch das Werkzeug zerstört. Aber natürlich ist der Schalter viel schöööner.
Wir müssen jetzt diesen Schalter anschließen. Ich benutze an meinem System generell den LPT2 über eine
Schnittstellenkarte, da ich mein Motherboard schützen möchte. Allerdings sind mir mittlerweile die Eingänge ausgegangen. ich schließe den Schalter also über meinen LPT1 an, da ich dort noch Eingänge verfügbar habe.
Allen Anwendern, welche hier eine andere Konstellation haben, mögen die beschriebene Vorgehensweise entsprechend an ihr System anpassen.
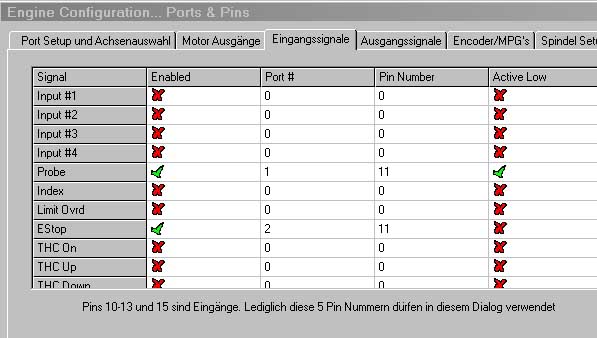
Abb. 11: Menü Konfiguration>Ports und Pins>Eingangssignale
Wir konfigurieren unseren Tastschalter als Probe unter Port1 (in meinem Fall) und Pin Nr.11. Da es sich bei
meinem Tastschalter um einen Schließer handelt, konfiguriere ich sein Signal auf Active Low. Damit wäre schon das meiste geschafft.
Ich wähle jetzt im Menü Einstellungen unter der Rubrik Werkzeugwechsel Position eine geeignete Position, an
welcher ich meinen Taster zur Werkzeuglängenvermessung auf meinem Frästisch positionieren will. Ich kann das durch Eingabe der Koordinaten in die entsprechenden DROs und anschließendem Bestätigen mit Enter tun (in
der Abb. 12 sind die Koordinaten X = 100 und Y = 40 gespeichert; die Z - Position habe ich bei Null belassen, um nirgendwo gegenzustoßen).
Abb. 12: Einstellung der Werkzeugwechsel Position
Ich kann auch auf die Schaltfläche Wkz. Wechs.- Einstellung. klicken. In diesem Fall öffnet sich ein neues
Bildschirm Menü, welches in Abb. 13 gezeigt ist. In diesem Menü können noch weitere Einstellungen für den Werkzeugwechsel vorgenommen werden.
Abb. 13: Neues Bildschirm-Menü für Werkzeugwechsel-Einstellungen
Ich kann dieses Menü dazu benutzen, um eine Position für einen Werkzeugwechsel über die Cursortasten manuell
anzufahren und dann über Mausklick auf die Schaltfläche WW Position übernehmen. Zur Kontrolle der Achspositionen beim Fahren wird die aktuelle Position im Fenster für Maschinenkoordinaten angezeigt. Nach
Übernahme der Werte, erscheinen diese dann in dem Fenster W-Wechs.-Pos.
Es können (und sollten) aber noch weitere Einstellungen vorab in diesem Menü vorgenommen werden. Z_Vorlauf
definiert die Weglänge, welche beim Tasten mit G0, also Eilgeschwindigkeit gefahren wird. Ist diese Weglänge gefahren, ändert sich die Geschwindigkeit automatisch auf einen Vorschub von 150 mm/min, was ein
behutsames Antasten des Schalters gewährleistet. Z_Move definiert die gesamte Länge, welche nötig ist, damit das Werkzeug den Taster überhaupt erreicht. Diese Werte sind maschinenspezifisch und müssen von Ihnen
entsprechend Ihrer Anlage eingegeben werden. Als letztes können Sie noch die Höhe des Tastschalters eingeben, so daß später die ermittelte Länge mit der Tischoberfläche übereinstimmt. sie können diesen Wert
aber auch dazu benutzen, um die später ermittelten Längen zu normieren
Der Ablauf zum Tasten ist jetzt wie in Abb 14 dargestelt (der Vorgang wird exemplarisch vom Menü G-Code
heraus beschrieben, kann aber aus allen Menüs heraus erfolgen, welche über die entsprechenden Schaltflächen verfügen):
Abb. 14: Werkzeugwechselposition zum Ausführen der Längenmessung angefahren
- Mausklick auf die Schaltfläche Wkz. Wechs. (Die Maschine fährt nach vorheriger Referenzfahrt die Werkzeugwechselposition an)
- Es erfolgt eine Warnung, die Spindel auszuschalten und das Werkzeug zu wechseln. Bitte ausführen und mit oK bestätigen.
- Die Z-Achse fährt die Strecke Z_Vorlauf mit Eilgeschwindigkeit und danach mit langsamer Geschwindigkeit auf den Taster
- Nach Auslösen des Tasters fährt die Z-Achse wieder nach oben in die Nullpunkt Position und danach auf den Maschinen
Nullpunkt von X und Y. Im Fenster Aktuelle Koordinaten erscheint der Wert der gefahrenen Länge bis zum Taster + der eingestellten Tasterhöhe.
- Durch Mausklick auf Sichern wird der ermittelte Wert in die Werkzeugtabelle für das eingestellte Werkzeug, für welches die
Längenmessung durchgeführt wurde, übernommen.
ACHTUNG !! Sobald Werte sowohl für die Werkzeuglänge in der Werkzeugtabelle als auch für die
Nullpunktverschiebung in der Werkstücktabelle gespeichert sind, addieren siech diese Werte bei eingeschalteter Z-Längenkorrektur. Bitte seien Sie da äußerst vorsichtig, sonst kann es Ihnen passieren, daß sich das
Fräswerkzeug unversehens in den Tisch hineinbohrt :-(((
Wie handhabe ich das ganze nun in der Praxis ?
Zunächst kann ich mir die genaue Höhe des Tasters ermitteln und zwar von der Tischoberfläche bis zum
Schaltpunkt. Dazu führe ich zunächst eine Referenzfahrt für die Z-Achse durch. Danach senke ich die Z-Achse
soweit ab, daß meine Werkzeugspitze gerade die Tischoberkante berührt. Diesen Wert notiere ich mir. Jetzt führe
ich eine normale Werkzeug Längenmessung durch, wie vorher schon beschrieben. Ich subtrahiere diesen Wert von dem Wert, den ich mir vorher notiert hatte. Diesen so ermittelten Wert trage ich in dem Menü Wkz.
Wechs.-Einstellung in das DRO für die Tastschalter - Höhe ein.
Wenn ich jetzt den Oberflächennullpunkt für eine neue Fräsaufgabe ermitteln möchte, brauche ich meinen
Tastschalter nur auf die Oberfläche meines Werkstücks zu positionieren und eine Längenmessung über Antasten durchzuführen. Entweder übernehme ich den neuen Wert direkt in die Werkzeugtabelle als Länge und
schalte zum Fräsen die Z-Längenkorrektur ein oder ich arbeite mit ausgeschalteter Z-Längenkorrektur unter Benutzung des zuvor ermittelten Wertes, der immer noch im Koordinatenfenster für die Z-Achse angezeigt wird,
solange er nicht durch Sichern in die Werkzeugtabelle übernommen wurde.
Sollte ich meinen Fräsvorgang unterbrechen, um das Fräswerkzeug auszuwechseln, so kann ich durch erneutes
Tasten auch bei geänderter Werkzeuglänge wieder den alten Nullpunkt gewinnen, so daß ich ohne weitere Einstellungen meinen Fräsvorgang fortsetzen kann.
Frage/Problemstellung # 7
Funktion und Ablauf der Funktion Werkzeugwechsel ab Release R1.84 W-7
Antwort:
Änderungen und Neuerungen in Version R1.8 W-7 zur Funktion des Werkzeugwechsels.
- Die Beschreibung zum Anschluß des Tastschalters hat sich nicht geändert und ist gleich geblieben.
Geändert hat sich hingegen die Funktion und damit der Ablauf.
- Funktion und Ablauf
Die Funktion und der Ablauf geschieht in den nachfolgenden Schritten, die später noch näher beschrieben werden.
a) Ermittlung der Länge Z_Move (Z-Nullpunkt bis Tischoberfläche) mit einem Referenzwerkzeug.
b) Bestimmen des Z-Nullpunktes meiner Werkstückoberfläche und Speichern in der Tabelle.
c) Ausführen des Befehls zum Bestimmen der Werkzeuglänge meines Referenzwerkzeugs durch Mausklick auf die
Schaltfläche Werkzeugwechsel z.B. im Menü Nullpunkte.
Fall 1 : Werkzeuge haben nach dem Einspannen oder der Entnahme aus einem Magazin immer eine definierte
Länge
a) Wechseln des Werkzeugs und Eingabe der gewünschten Werkzeugnummer. Danach Vermessen durch
Mausklick auf die Schaltfläche Werkzeugwechsel (z..B. im Menü Nullpunkte)
b) Wechseln des Werkzeugs und Wiederholen des Vorgangs unter a) für alle folgenden Werkzeuge
c) Fräsvorgang starten mit eingeschalteter Längenkorrektur
d) Wenn im G-Code Programm ein Werkzeugwechsel gefordert wird, das entsprechende Werkzeug wechseln und
das Programm durch Mausklick auf PRG-Start mit eingeschalteter Längenkorrektur fortsetzen.
Fall 2: Nach Auswechseln eines Werkzeugs hat dieses keine definierte Länge
a) Werkzeug einspannen und Werkzeugnummer eintragen. Danach mit Mausklick auf die Schaltfläche
Werkzeugwechsel Längenmessung wie vorher bereits beschrieben, durchführen. Werkzeug wird durch
Absenken auf den Tastschalter vermessen und der neue Wert automatisch in die Werkzeugtabelle für dieses
Werkzeug übernommen.
b) Fräsvorgang starten
c) Wenn ein Werkzeugwechsel vom Programm verlangt wird, Werkzeug auswechseln und wie vorher beschrieben
vermessen. Danach Fräsvorgang mit eingeschalteter Längenkorrektur fortsetzen.
- Beschreibung der einzelnen Funktionen
Zu 2a:
Die Ermittlung der Länge Z_Move erfolgt aus dem Menü Nullpunkte. Dazu fährt man nach erfolgter Referenzfahrt die Z-Achse mit eingespannem Referenzwerkzeug so weit nach unten, daß die
Werkzeugspitze gerade die Tischoberfläche berührt. Danach den Z-Wert durch Mausklick auf die Schaltfläche Z_Move speichern in das darunter liegende DRO übernehmen.
Zu 2b:
Vorgang entspricht der normalen Vorgehensweise zur Bestimmung des Z-Nullpunktes für die Werkstückoberfläche. Dazu ist die Werkzeugspitze auf die Werkstückoberfläche abzusenken, daß sie
gerade die Oberfläche berührt. Danach ist der Wert durch Mausklick auf die Schaltfläche Z Null ins DRO für die Werkstück-Offsets zu übernehmen.
Zu 2c:
Dieser Vorgang entspricht der Vorgehensweise, die für die Version R1.84 W-6 bereits ausführlich beschrieben wurde. Allerdings ist nach Abschluß des Tastvorgangs kein Speichern des ermittelten Wertes
in die Werkzeugtabelle mehr erforderlich, da dieses automatisch erfolgt.
Zu Fall 1a:
Entspricht der Vorgehensweise wie 2c.
Frage/Problemstellung # 8
Änderungen im Ablauf der Funktion Werkzeugwechsel ab Release R1.84 W-8
Antwort:
Die Neuerung besteht in der Einführung der neuen Schaltfläche WW Kalibrieren. Bevor Werkzeuglängen korrekt ausgemessen und in die Werkzeugtabelle übernommen werden können, ist zunächst mit einem
Referenzwerkzeug oder ohne gänzliches Werkzeug (dann ist die untere Kante der Spannzange die Referenz) ein Tastvorgang über Mausklick auf die Schaltfläche WW Kalibrieren durchzuführen. Dadurch wird das System auf
die Länge von Z-Referenzpunkt bis zum Taster automatisch kalibriert. Anschließend ist entweder mit dem eingespannten Referenzwerkzeug oder ohne Werkzeug, sofern man ohne Werkzeug kalibriert hatte, der
Werkstück-Nullpunkt wie oben bereits beschrieben wurde, für die anstehende Fräsaufgabe zu bestimmen (Z-Achse so weit herunterfahren, daß Werkzeug oder Spannzange die Oberfläche des Werkstücks gerade berührt
und durcxh Mausklick auf die Schaltfläche NULL in die Tabelle übernehmen). Anschließend können beliebige Werkzeuge ausgewechselt werden und durch Mausklick auf die Schaltfläche Werkzeugwechsel vermessen
werden. Der genaue Abstand zur Oberfläche des gewechselten Werkstücks bleibt jetzt exakt (im Rahmen der Genauigkeit meines Tasters) erhalten.
Sorry für diese Änderung, die so kurzfristig nachgeschoben werden mußte. Aber diese Funktion hat es auch
wirklich in sich und ist absolut nicht trivial.
|